
The recent upsurge of interest in composting the organic fractions of municipal solid waste (MSW) builds on largely successful efforts with composting yard trimmings, agricultural wastes, and sewage sludges. While experience with these other materials is helpful in considering an MSW composting program, there are a number of challenges unique to MSW which need to be addressed. MSW contains materials which vary widely in size, moisture, and nutrient content, and the organic fractions can be mixed with varying degrees of non-compostable wastes and possibly hazardous constituents. Manufacturing a marketable compost product from this material requires a range of physical processing technologies in addition to the biological process management common to other types of composting.
Four tasks are central to the design of a modern MSW composting system: collection, contaminant separation, sizing and mixing, and biological decomposition. This fact sheet reviews the various technologies and options currently available for preprocessing MSW and accomplishing the first three tasks. Fact Sheet 2 discusses biological processing and overall system evaluation.
The first of the preprocessing tasks, collection, largely determines the processing requirements of the remaining tasks because they must be tailored to the characteristics of the incoming waste. Separation processes at the composting facility generate recyclable and reject streams, usually at several places in the process. Size reduction increases the surface area of the organic wastes, enhancing opportunities for biological activity, while mixing ensures that nutrients, moisture and oxygen are adequate throughout the material. Options for accomplishing these first three tasks are described below.
Collection
If we take the perspective that composting is a manufacturing process, the ideal input material for a compost product is a consistent and clean organic waste. This ideal is rarely reached, and even leaf composting facilities receive tennis balls, plastic bags, and street sweepings which can contain a variety of contaminants such as motor oil and asbestos. Moving across the collection spectrum from leaves and grass to "biowaste" (such as food scraps, yard trimmings, and selected other organics like soiled paper) to totally mixed MSW, the types and volumes of non-compostable contaminants increase. These include visible materials such as plastic and glass, and chemical contaminants, such as Household Hazardous Wastes (HHW). Both physical and chemical contaminants can have a negative impact on the marketability of the finished product, and their removal forms a large part of the expense of modern MSW composting facilities.
Some composting programs require source separation of organic compostables by participating residents and businesses, while others accept a mixed stream and separate non-compostables at a centralized facility. Separate collection of compostable materials programs can include everything from yard and food waste to soiled paper products, and in some cases have recovered 45 to 50 percent of the entire solid waste stream for composting. However, even when organic compostables are separately collected, a small fraction of non-compostable wastes will need to be removed at the composting facility. Educational programs are a critical aspect of source separated composting systems, since such programs depend on residents to accomplish much of the separation.
Composting programs which accept a mixed waste stream accept material more or less as it is currently collected, relying on the facility separation techniques described below. One important modification to traditional collection techniques is the establishment of a HHW collection program. To be effective at reducing the contaminants of concern in MSW compost, such programs must emphasize heavy metal sources such as batteries and consumer electronics. The remaining mixed waste (less any separately collected recyclables and HHW) then serves as feedstock for the composting facility, where centralized separation of non-compostable materials will occur. With this approach, 60 to 70 percent of the solid waste stream is typically processed into compost. The remaining 30 to 40 percent includes recyclables as well as rejects destined for the landfill or an incinerator and landfill.
There are several trade-offs between source separation and centralized separation of compostables. It is clear that source separation can produce a higher quality, less contaminated compost, as well as maximize the recycling of glass and paper. And while source separation is generally less convenient for the waste generator, pilot programs are finding that many generators like to do it. However, two other important factors, the overall system cost and the quantities of materials recovered for recycling and composting, have not yet been adequately researched or evaluated. For further discussion of the trade-offs between these two collection approaches, and a detailed analysis of their effect on compost quality, see Fact Sheet 3 in this series.
Centralized Separation
In composting systems there are three objectives for materials separation: 1) recover recyclable or combustible materials as marketable by-products, 2) reduce the levels of visible inert materials (e.g., plastics and glass), and 3) reduce the levels of chemical contaminants (e.g., heavy metals and HHW). Many of the separation technologies now applied to MSW composting were originally developed to recover recyclable or combustible materials from solid waste. While some of these technologies have been adapted for reduction of inerts, they have rarely been optimized for reducing chemical contaminant levels. Reduction of inerts and chemical contamination will be highlighted in the discussion below.
A wide range of technologies are available (see Table 1), and many facilities use a sequence of steps employing different processes. While this discussion attempts to cover these technologies in a logical sequence of processing steps, individual facilities may omit some options or may choose to arrange them in a different order. Facility designers can select among them based on expected feedstock characteristics, finished product quality specifications, and the options for marketing separated by-products. For recovered recyclables, as with the compost product itself, a knowledge of local market conditions and specifications should be central to facility design.
Table 1. MSW Composting - Centralized Separation Technologies
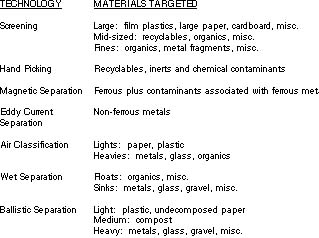
Many of these technologies are mechanically sophisticated, but for the reduction of chemical contaminants the most effective systems use human beings. While machines can do a reasonably good job of separating by size, density, or electromagnetic characteristics, we have yet to invent a pattern recognition device as good as the human brain. Manual separation can occur at several points in the process, starting at the tipping floor where large bulky items such as mattresses, carpets, appliances and hazardous materials such as propane cannisters are removed.
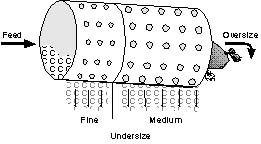
Screening: Most MSW composting facilities first convey the waste into a bag-opener and screen or trommel to separate different sizes of waste (Figure 1). Fine materials, including soil, grit, and much of the organic wastes, fall through the screen as "unders". Plastic films and large paper products are retained on the screen as "overs" and may possibly be recycled or marketed as a refuse derived fuel (RDF), which is burned for energy recovery. But the main purpose of size segregation in a composting plant is to facilitate further separation. It is much easier for either people or machines to further separate materials of a similar size, as small items are not buried under large ones. Size fractionation also takes advantage of the size distribution properties of different waste components, generating streams in which certain recyclables or contaminants are concentrated.
Figure 1. Trommel
Manual Separation: With materials segregated to a relatively uniform size, it becomes much more practical to hand separate recyclables and contaminants as they move along conveyor lines. As manual separation of MSW can be an unpleasant task, worker comfort and safety are very important. Ergonomic design can help workers function at their best, and issues such as conveyor speed, reach, placement of containers, flooring material, lighting, ventilation and dust control should all be considered. Here, as throughout the plant, it is recommended that workers wear safety glasses, gloves and adequate clothing to protect against injury from sharp objects, and hearing and respiratory protection wherever appropriate (see Fact Sheet 5).
Conveyors and other materials handling machinery are critical to the operation of a plant. While this equipment may seem mundane, proper materials handling can minimize downtime and cleanup, and contribute to the overall efficiency of the facility. Steady materials flow will improve the efficiency of all the separation devices described below.
Magnetic Separation: As materials are conveyed from one separation system to another, the conveyors can utilize magnetic belts, rollers or overhead magnets to separate the ferrous metals from the rest of the stream. Magnetic separation efficiency is sensitive to the depth of waste, as small ferrous items will not stick to the magnet if they are buried in non-ferrous materials, while larger ferrous items can drag non-ferrous items like paper and plastic along. Air classification to remove the light paper and plastic fractions prior to magnetic separation minimizes the contaminants in the scrap ferrous. Pre-shredding and screening can also enhance ferrous recovery. Because magnetic separation is relatively inexpensive, it can sometimes be found at several locations in the composting facility. A minimum of two stages of magnetic separation are usually needed to achieve efficient ferrous recovery. Magnetic separation is effective with iron and most steel, but does not separate aluminum, copper, and other non-ferrous metals. Consumer electronics can be difficult to separate magnetically, depending on the ratio of ferrous to non-ferrous materials.
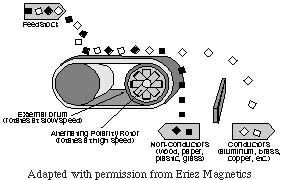
Eddy current separation systems have been developed to separate non-ferrous metals. This technology works by exerting repulsive forces on electrically conductive materials. These systems should be located after magnetic separation to minimize contamination by ferrous materials. Aluminum is the primary metal recovered from MSW, although some copper and brass will also be separated. Cans literally jump off the conveyor into a waiting bin (Figure 2). Eddy separators, while they do not achieve perfect removal of aluminum, do produce a relatively marketable aluminum by-product.
Figure 2. Eddy Current Separator
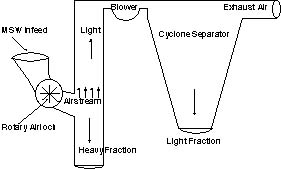
Air classification is an additional separation technology used in some MSW composting facilities, and is commonly used to generate a marketable RDF. This technology has been used in the combustion industry for many years. The heart of an air classification system is an air column or "throat", into which the waste stream is fed at a gradual rate. The air column is usually oriented vertically. A large blower sucks air up through the throat, carrying light materials such as paper and plastic, which then enter a cyclone separator where they loose velocity and drop out of the air stream. Heavier materials, such as metal, glass, and food waste, fall directly out of the throat (Figure 3). These two streams tend to be different sizes as well as densities, facilitating further separation. Glass and metal can be sorted out of the heavy fraction by systems such as the wet separator described below. The light fraction can be marketed directly as an RDF, or sorted for recyclable paper or plastic prior to composting.
Figure 3. Air Classification
Wet separation technologies, while taking advantage of the same sorts of density differences as air classifiers, use water rather than air as the floating medium. These units are usually used to separate particles of glass, sand, and other heavy particles from organic materials prior to composting. A hammermill or other size reducer is needed prior to wet separation to minimize the potential for air pockets in the heavy fraction. After entrainment in a circulating water stream, the heavy fraction drops into a sloped (and sometimes vibrating) tank where it moves to a removal zone. This heavy fraction may be marketable as an aggregate substitute in construction applications. The less dense organic matter floats and is removed from the recirculating water using screening systems similar to those employed by wastewater treatment facilities. Wet separation is particularly effective at removing glass fragments and other sharp objects, which tend to be heavier than organic materials.
Ballistic separation takes advantage of both density and elasticity differences to separate inert and organic constituents. This method can be used in either initial processing or in the refinement of the final compost product. Compost is dropped on a rotating drum or spinning cone, and the resulting trajectory differences bounce glass, metal and stones away from the compost.
Compost refining refers to separation processes which occur after biological processing (see Fact Sheet 2). These can include screening, ballistic, and/or magnetic separation, and are important in preparing a visually attractive product. Contaminant separation at this late stage has a limited effect of chemical contaminants (see Fact Sheet 3), but can significantly reduce inert materials like plastics, glass, and stones.
Size Reduction and Homogenization
Even after the removal of much of the non-compostable material, municipal solid waste needs further processing before composting. Large pieces of paper, cardboard, food and yard waste will break down slowly if not reduced to a smaller size. Reducing particle size increases surface area, enhancing composting rates because the optimum conditions for decomposition occur on the surfaces of organic materials. However, reducing particle size also reduces the pore size, limiting the movement of oxygen required for composting. Thus for any composting system and material there is an optimum range of particle sizes, and for MSW this is usually between 0.5 and two inch diameters (1.2 - 5 cm).
Size reduction and mixing processes usually occur after initial separation and removal of non-compostables. However, some separation processes, including wet separation, air classification and magnetic separation can achieve greater levels of removal after size reduction. Proper sequencing of these materials preparation processes can have a significant impact on system performance.
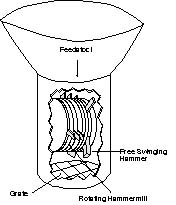
There are three major types of size reducing devices available for municipal waste processing: hammermills, shear shredders, and rotating drums. Hammermills consist of rotating sets of swinging steel hammers through which the waste is fed (Figure 4). Tub grinders use a rotating tub to feed a horizontal hammermill, and are a common item at large yard waste composting facilities. Hammermills are energy and maintenance intensive, with hammers requiring frequent resurfacing or replacement. In MSW processing applications they must be housed in specially designed chambers as propane tanks and other flammable materials can cause serious explosions. And once batteries or other contaminants pass through a hammermill, they are pulverized and much more difficult to separate.
Figure 4. Hammermill
Shear shredders usually consist of a pair of counter-rotating knives or hooks (each of which is several centimeters thick), which rotate at a slow speed with high torque. The shearing action tears or cuts most materials, although thin flexible items like film plastic may slip through the gaps between the knives. This tearing may help open up the internal structure of the particles, enhancing opportunities for decomposition. Shear shredders consume less energy and are less destructive than hammermills, but still can break apart contaminants and make subsequent recovery difficult.
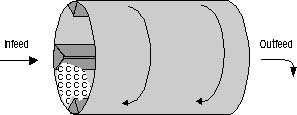
Rotating drums mix materials by tumbling them in a rotating cylinder (Figure 5). Internal flights or vanes lift material up the sides of the rotating drum where they fall to the base by gravity. Drums may be set on a slight incline from horizontal, although this is not always necessary to carry the material through the drum from the feed end to the outlet. While some of these drums can also function as biological reactors, typical residence times of less than 36 hours allow only the beginnings of microbial decomposition. To the extent that decomposition does occur in a rotating drum, it is important that aeration is adequate. Excessive anaerobic activity can lead to low pH (<5.0), which may result in ammonia volatilization, corrosion of the drum, and leaching of metal contaminants.
Figure 5. Rotating Drum
Drums take advantage of gravity to tumble, mix, and homogenize the wastes. Dense, abrasive items such as glass or metal will pulp the softer materials, resulting in considerable size reduction of paper and other cellulosic materials. Rotating drums are the least destructive size reduction technology, and many solid contaminants can more readily be separated after passing through the drum. While it is not known how much abrasion and leaching in the drum will affect the effectiveness of subsequent contaminant removal, even in this relatively gentle size reduction technology some cross contamination of compostable materials is likely to occur.
The last stage of processing before the active composting stage is usually the incorporation of water. If it includes a large paper fraction (with a high carbon to nitrogen ratio), MSW also benefits from mixing with nitrogen-rich materials such as sewage sludge or septage (see Fact Sheet 2). Size reduction and blending homogenizes the compostable materials, achieving greater uniformity of moisture and nutrients. Thorough mixing is important for rapid decomposition, and a variety of devices are available. The drum-type wet pulverizers described above commonly serve as a mixing and blending device. Some mixers have been adapted from agricultural feed mixer designs, and may contain counter-rotating augers or a reel. Pug mills can also be used, which blend by means of slowly counter-rotating hammers.
Summary
Separation, size reduction and mixing/homogenization are all prerequisites to the biological process of composting. The individual physical processes described above must be selected and linked together with biological processing technology to form a complete composting system. In evaluating a system design, several criteria stand out as particularly important to these physical processing steps, including cost (capital, operations and maintenance), market specifications for compost and recyclable by-products, and the flexibility of the system to respond to a changing MSW feedstock.
Cost is clearly an important criterion for any solid waste management option. While complex systems that separate many recyclable by-products and reduce contaminants may appear attractive, their overall costs may not be competitive. The economic analysis of a composting facility must not only evaluate other competitive options such as landfilling or incineration, but must also examine different ways of achieving the same goal with a composting program. The economic trade-offs between source separation and centralized separation for recyclable recovery and contaminant removal are not well defined, but need to be examined on a case by case basis to develop the best system for a particular community.
Part of that economic analysis must include a market assessment, both for recyclable by-product streams as well as the compost product itself. A composting facility must function as a manufacturing facility, where quality control and product specifications determine the facility operation and design. If markets require a higher grade recyclable product than a particular technology will produce, then the facility will be in serious trouble. Designing for product quality is difficult, in part because information on the effects of combining technologies are scarce. But this critical challenge must be met if an MSW composting facility is to succeed.
Finally, MSW composting facilities must be designed for flexibility. Changes in the regulatory environment, in market specifications, and in the waste stream itself are likely to be significant in the coming years. As with any new technology, "state of the art" is likely to have ephemeral meaning for MSW composting facilities. This is particularly true with the physical processing steps, where changes in the amount and type of waste collected and the product quality required are likely to significantly impact optimal facility design. An MSW composting facility must be able to adapt if it is to play a long term role in responsible waste management.
References
See the fully referenced article in a special issue of Biomass & Bioenergy (Vol. 3, Nos 3-4, pp. 163-180, 1992), from which this fact sheet is extracted. A copy of that journal containing 11 articles on MSW composting can be obtained through the Composting Council, 114 S. Pitt St., Alexandria, VA 22314, for $30.
Published by Cornell Waste Management Institute, Center for the Environment, 425 Hollister Hall, Ithaca, NY 14853-3501 Phone: (607) 255-7535.
The research for this paper was supported in part by funds provided by Clark Engineers and Associates and the State of New York through the NYS Energy Office. Their support of this work is gratefully acknowledged. Thanks to Stephen Ebbs who carried out the massive literature search necessary to the preparation of this fact sheet. The authors are solely responsible for the papers' contents, although they gratefully acknowledge helpful comments and discussion with numerous colleagues.
|
|---|
|
Composting |
Engineering |
in Schools |
|
For specific comments related to this page, please contact
the Cornell Waste Management
Institute (format and style), or Tom
Richard (technical content).