
Composting is in essence a biological process. This fact is sometimes obscured by the wealth of sophisticated technical options available (see Fact Sheet 1). But proper design and management must be based on the needs of microorganisms if the process is to be a success. Neglect or misunderstanding of biological process control can lead to serious problems at composting facilities, and has contributed to facility closings.
Composting is defined by human intervention into the natural process of decomposition. With a combination of proper environmental conditions and adequate time, microorganisms turn raw putrescible organic matter into a stabilized product. Through composting, readily available nutrient and energy sources are transformed into carbon dioxide, water, and a complex form of organic matter compost. Process management can be optimized for a number of criteria, including the rate of decomposition (to reduce residence time in reactors and thus minimize facility size requirements), pathogen control, and odor management. The key parameters are the available carbon to nitrogen (C:N) ratio, moisture, oxygen, and temperature.
Carbon and nitrogen are the two most important elements in the composting process, as one or the other is normally a limiting factor. Carbon serves primarily as an energy source for the microorganisms, while a small fraction of the carbon is incorporated in their cells. Nitrogen is critical for microbial population growth, as it is a constituent of protein which forms over 50 percent of dry bacterial cell mass. If nitrogen is limiting, microbial populations will remain small and it will take longer to decompose the available carbon. Excess nitrogen, beyond the microbial requirements, is often lost from the system as ammonia gas or other mobile nitrogen compounds and can cause odors or other environmental problems. While the typically recommended C:N ratios for composting MSW are 25:1 to 40:1 by weight, these ratios may need to be altered to compensate for varying degrees of biological availability. While wood chips have a high C:N ratio, most of the carbon in a large wood chip will not be available to microorganisms during the time frame of typical composting processes. Increasing the surface area of wood and other organic particles through size reduction (grinding or shredding), can increase carbon availability and accelerate decomposition if adequate nitrogen is available. Nitrogen is usually the limiting element in MSW, and additives such as manure, clean sewage sludge (biosolids), septage and urea can be used as a supplemental nitrogen source.
Moisture management requires a balance between these two functions: microbial activity and oxygen supply. Moisture is essential to the decomposition process, as most of the decomposition occurs in thin liquid films on the surfaces of particles. However, mixtures can be too wet, thereby reducing the oxygen supply. Excess moisture will fill many of the pores between particles with water, limiting oxygen transport. Oxygen diffusion, the movement of oxygen due to differences in concentration, is 10,000 times slower in water than in air. If too little oxygen gets to the center of the compost, anaerobic (without oxygen) decomposition will result. While anaerobic activity normally occurs to a limited extent in the interior of particles within an otherwise aerobic system, high levels of anaerobic metabolism can generate a wide range of unpleasant and pervasive odors and other by-products.
Decomposition slows dramatically in mixtures under 40 to 45 percent moisture, which can lead facility operators to prematurely assume compost is stabilized and ready to sell. A minimum moisture content of 50 to 55 percent is usually recommended for high rate composting of MSW. MSW collection programs which include paper are often drier than this, and water or sludge should be added to bring moisture into the optimum range. The heat and airflow generated during composting evaporate significant amounts of water and tend to dry the material out. During the active composting phase, additional water usually needs to be added to prevent premature drying and incomplete stabilization. MSW compost mixtures usually start at about 52 percent moisture and dry to about 37 percent moisture prior to final screening and marketing.
The remaining key environmental parameters, oxygen and temperature, are linked by the decomposition process. Both fluctuate in response to microbial activity, which consumes oxygen and generates heat. Oxygen and temperature are also linked by a common mechanism of control: aeration. Aeration both resupplies oxygen as it is depleted and carries away excess heat. This dual purpose makes aeration management a central feature of biological processing, as it controls these two parameters.
Inadequate oxygen levels lead to the growth of anaerobic microorganisms which can produce odorous compounds. While adequate oxygen can minimize these odors, it is important to note that anaerobic pockets will exist in a heterogeneous material like MSW, and some odors including ammonia and some organic compounds can be generated even under generally aerobic conditions. Thus, while proper oxygen supply can minimize odors, it may not completely eliminate them. And since some of the odors causing problems at MSW composting facilities originate at the tipping floor with raw waste prior to composting and aeration, most MSW composting facilities are likely to require odor treatment to maintain good neighbor relations. Odor treatment options include biological, chemical, and thermal technologies.
Just a few of the many pre-processing steps described in Fact Sheet 1 are normally adequate to provide reasonably aerobic conditions as the feedstock enters the composting system, but additional oxygen must quickly be supplied. Rapidly decomposing wastes can use up the oxygen introduced by turning within a matter of minutes. Oxygen concentrations in the large pores must normally be at least 12-14 percent (ideally 16-17 percent) to allow adequate diffusion into large particles and water filled pores. Most MSW composting systems used a forced aeration system with blowers and distribution pipes to supply oxygen during the initial phases of active composting. Passive diffusion and natural convection help supply oxygen to windrow systems between turning events.
Heat is a by-product of decomposition, and is important in raising and maintaining temperatures for efficient decomposition. There are several trade-offs related to optimizing temperature control. Temperatures of 45 to 59°C (113-138°F) provide the highest rate of decomposition, with temperatures above 59°C (138°F) reducing the rate of decomposition due to a reduction in microbial diversity. Since temperatures in excess of 55°C (131°F) for several days are usually required for pathogen control, the ideal temperature operating range is relatively narrow. Temperature also can affect odor, with odor generation rates for many compounds peaking between 56 and 70°C (132-158°F).
Most composting systems reconcile these trade-offs between reaction rate, pathogen reduction, and odor generation by an attempt to control temperatures to a narrow range near 55 to 60°C (131-140°F). To maintain this temperature range, heat gains from microbial activity need to be balanced against heat losses, which occur primarily through evaporation of moisture and heating the aeration air. Temperature, like oxygen supply, is usually managed by an aeration system: the same air which supplies oxygen can carry away excess heat. During most of the active composting stage, several times as much air is needed to remove heat as to supply oxygen, so maintaining proper temperatures will usually also keep oxygen levels in the proper range. Forced aeration systems are commonly used during this stage of composting, using temperature sensors to control blowers. Eventually, as readily available compounds are decomposed, the rate of composting slows, with less oxygen required and less heat generated. This slower stage is called curing, and while it requires less management than active composting, it is important to compost quality,
Windrow composting usually relies on natural convection and diffusion for oxygen supply. Pile size and turning frequency are used to balance heat loss in managing temperature control (Figure 1).
Figure 1. Natural Air Circulation in a Compost Windrow
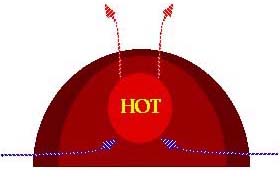
The effectiveness and penetration of oxygen supply in a windrow system varies with the rate of microbial activity and porosity of the pile. Anaerobic zones can be minimized by decreasing pile size or increasing its porosity, although in practice fully aerobic conditions are difficult to achieve in windrows during the active composting phase. Pile size may be increased in extremely cold weather or when decomposition slows as compost matures. Mechanically turning the pile releases heat and moisture and can temporarily increase the porosity. Agitation can also help break up clumps of material and thereby increase oxygen transfer. Management of convection and diffusion through pile size and turning frequency can be a cost-effective strategy, although decomposition is generally not as rapid as with forced aeration systems.
The process control strategies described above regulate temperature and oxygen to encourage microbial decomposition. Much of the scientific literature on composting focuses on these options for process control, but in the practical world of industry and government the emphasis, expense and hotly debated differences among systems have more to do with materials handling. Materials handling technologies mix, macerate, and move the compost through the facility. A variety of technologies have been adapted for use with MSW, which can be roughly divided into four groups: windrows, static piles, and vertical and horizontal reactors. Each of these composting materials handling technologies is described below.
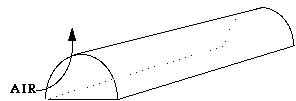
Windrows (Figure 2) are defined as regularly turned elongated piles, shaped like a haystack in cross section and up to a hundred meters (yards) or more in length. Process control is normally through pile management as described above, although forced aeration can also be used. The cross-sectional dimensions vary with feedstock and turning equipment, but most MSW windrows are 1.5 to 3 meters (yards) high and 3 to 6 meters (yards) wide. Individual windrows may be constructed over a period of several days or weeks, but are usually each managed as a single batch. Windrows composed of MSW are usually required to be located on an impermeable surface, which greatly improves equipment handling under inclement weather conditions. Windrows can be formed with a front-end loader, dump truck, or conveyor. A variety of specialized turning machines are available, although front-end loaders can also be used if operators are adequately trained. Windrow turners should perform several functions: increase porosity of the pile, redistribute material to enhance process uniformity, and break up clumps to improve product consistency. Some machines also perform a shredding or macerating function, which may partially substitute for other processing steps and can accelerate decomposition.
Figure 2. Windrow
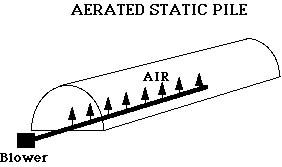
Static piles can be shaped much like windrows or in an elongated pile or bed (Figure 3). The essential difference is in the name; static piles are not mechanically agitated. Once constructed by conveyor, loader or truck, the piles remain in place until the decomposition slows. The lack of agitation requires the maintenance of adequate porosity over an extended period of time. When composting fine materials like sludge, a coarse stable substrate such as wood chips is often incorporated in the mix. Inert materials or slowly degrading cellulosic substrates like cardboard or leaves may help supply that stable porous structure in MSW, but this needs to be considered in the preprocessing system design. Process control is normally through pressure and/or vacuum-induced aeration, with either temperature or oxygen as the control variable. Blower piping can be temporary plastic or metal in a bed of coarse material at the base of the pile, or recessed into the composting pad under perforated plates. Piles are often covered with a layer of wood chips or mature compost to insulate the active compost from ambient temperatures and/or provide some odor treatment. Both windrows and static piles are often outside and exposed to weather, but can be covered with a roof to minimize the impacts of weather and provide an opportunity for odor capture and treatment.
Figure 3. Aerated Static Pile
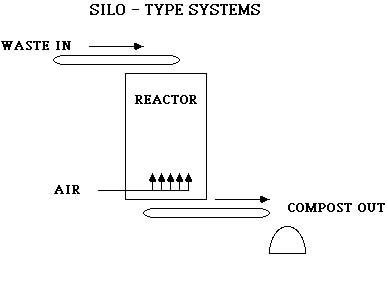
Vertical composting reactors (Figure 4) are generally over 4 meters (yards) high, and can be housed in silos or other large structures. Organic material is typically fed into the reactor at the top through a distribution mechanism, and flows by gravity to an unloading mechanism at the bottom. Process control is usually by pressure-induced aeration, where the airflow is opposite to the downward materials flow. The height of these reactors makes process control difficult due to the high rates of airflow required per unit of distribution surface area. Neither temperature nor oxygen can be maintained at optimal levels throughout the reactors, leading to zones of non-optimal activity. Some manufacturers have minimized these difficulties by enhanced air distribution and collection systems, including changing the airflow direction from vertical to horizontal between alternating sets of inflow and exhaust pipes. As with static pile composting, a stable porous structure is important in vertical reactors which usually lack internal mixing. Tall vertical reactors have been successfully used in the sludge composting industry where uniform feedstocks and porous amendments can minimize these difficulties in process control, but are rarely used for heterogeneous materials like MSW.
Figure 4. Vertical Reactor
Horizontal reactors avoid the high temperature, oxygen, and moisture gradients of vertical reactors by maintaining a short airflow pathway (Figure 5). They come in a wide range of configurations, including static and agitated, pressure and/or vacuum-induced aeration. Agitated systems usually use the turning process to move material through the system in a continuous mode, while static systems require a loading and unloading mechanism. Materials handling equipment may also shred to a certain degree, exposing new surfaces for decomposition, but excessive shredding may also reduce porosity. Aeration systems are usually set in the floor of the reactor, and may use temperature and/or oxygen as control variables. Systems with agitation and bed depths less than two to three meters (yards) appear effective in dealing with the heterogeneity of MSW.
Figure 5. Horizontal Bed Reactor

Horizontal and vertical reactors are commonly referred to as in-vessel systems as differentiated from open systems such as windrows and static piles. Because of the higher capital and operation costs associated with these contained systems, residence time in the reactors is rarely adequate for the production of mature compost. Instead, in-vessel composting technologies are often used to help get the material through the early stages of composting when odors and process control are most critical, and the material is then moved into a windrow or static pile system for the later stages of decomposition and curing.
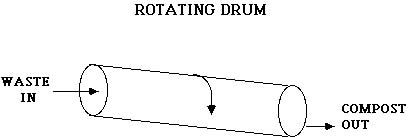
Rotating drum reactors take the trade-off between reactor cost and compost residence time to an even further extreme than the horizontal or vertical in-vessel systems (Figure 6). These reactors (sometimes called digestors) retain the material for only a few hours or days. While the tumbling action can help homogenize and shred materials, the short residence time usually means the processing is more physical than biological, so rotating drums are covered more fully in Fact Sheet 1. While rotating drums can play an important role in MSW composting, they are normally followed by other biological processing, which may include in-vessel, static pile, and/or windrow systems.
Figure 6. Rotating Drum
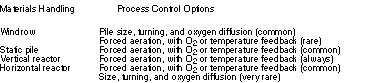
The materials handling systems described above must be combined with a process control strategy to produce a workable composting system. Table 1 summarizes the common MSW composting technologies according to these categories.
Table 1.
All these examples of composting systems can be used for a variety of feedstocks, and may require modifications for the biological processing of MSW. Some important characteristics of MSW which may be different from other composting feedstocks include high carbon levels (mostly cellulose), low levels of moisture, and a weak porous structure. The high cellulose levels require longer curing than many other materials, so that it may take six months to achieve the degree of stability found after only two or three months in sewage sludge composting. Mixing can provide a way to add moisture and to renew porosity, as well as increase the compost uniformity. Whatever technology is utilized, operator skill is required in adapting to changes in the waste stream. Seasonal fluctuations in yard waste constituents (i.e. grass clippings) and even load-to-load variability with commercial or industrial wastes require competent and flexible management.
A composting system is the sum of many parts. System designs are almost always unique, with evolving technology and modifications to suit a particular community and a particular waste. Choices abound in feedstock selection, materials separation, composting machinery and process control. Because choices in each of these areas impact the performance of the entire system, it is nearly impossible to evaluate different MSW composting systems in an unbiased way. Additional research on physical and biological processing technologies will be important in determining optimum configurations and designing effective and efficient systems.
Among the many criteria available for evaluating system performance, three stand out as particularly important for MSW composting: product quality, percent rejects, and recycling rate. Compost product quality can include aesthetic, functional, and contaminant characteristics, all of which are clearly critical to product marketability. Percent rejects and recycling rate both have an impact on the amount of rejected waste needing disposal and on compost quality by effecting contaminant concentrations.
Compost product quality should be among the primary goals of a composting facility. Some aspects of quality, such as product maturity and particle size, can be modified at the end of active composting through increased curing time or simple physical processing. Other aspects are more difficult to remedy in the aftermath of poor process management. Chemical contaminants in particular require attention in earlier processing steps, as discussed in Fact Sheet 3.
Recycling rates and reject percentages have been published for a limited number of facilities. At present most of the data is based on design values rather than actual measurement. Table 2 summarizes data reported from several facilities.
Table 2.
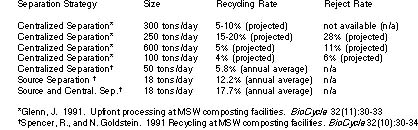
Actual operating data are likely to be different from some of these projected values: Glenn reports that the facility designed for 15 to 20 percent recycling was initially recovering only 8 to 10 percent, and some of the centralized separation facilities are having trouble marketing contaminated recyclables.
It is also possible to achieve high organic recovery rates from a source-separated organic collection. Fillmore Co., MN, has a three-stream system: recyclables, compostables, and landfill. All three streams are delivered to their facility, and after some additional manual separation 50 percent of the total waste stream is composted, with 15 to 20 percent recycled and 30 to 35 percent rejected to the landfill. Estimates of compostable recovery rates from source separation programs in Europe range from 25 to over 50 percent. While these values are not as high as the levels achieved by mixed waste composting facilities, when recycling recovery is added to the compostables the numbers for total amounts recovered through recycling and composting are close. A pilot study in Fairfield, CT, found source separation of compostable and recyclable material recovered 70 percent of the residential waste stream. Independent comparative research will be essential to better understand the trade-offs between source and centralized separation with respect to recycling and recovery potential.
While most MSW composting facility developers try to minimize reject rates and the related disposal costs, in the absence of highly targeted contaminant separation low reject rates are likely to result in higher levels of chemical contaminants. This trade-off arises in part from lack of knowledge of the effectiveness of source and centralized separation options at removing critical contaminants like lead (see Fact Sheet 3). An equally important variable is the acceptable level of contamination. Regulations specifying very low contaminant levels push system designers toward more intensive separation, while more relaxed standards may require no separation at all (see Fact Sheet 6).
In this context of uncertainty, systems should be designed with flexibility in mind. There are a wealth of processing options available, and a combination can be assembled to suit almost any need. A successful MSW composting factory must be designed with strict attention to the finished compost; product specifications will determine requirements for both the incoming refuse feedstock and the physical and biological processes employed. Achieving low contaminant levels will be essential if MSW composting is to live up to its potential and recycle organic wastes.
See the fully referenced article in a special issue of Biomass & Bioenergy (Vol. 3, Nos 3-4, pp. 163-180, 1992), from which this fact sheet is extracted. A copy of that journal containing 11 articles on MSW composting can be obtained through the Composting Council, 114 S. Pitt St., Alexandria, VA 22314.
Published by Cornell Waste Management Institute, Dept of Crop and Soil Sciences, Ithaca, NY 14853. 607-255-7535.
The research for this paper was supported in part by funds provided by Clark Engineers and Associates and the State of New York through the NYS Energy Office. Their support of this work is gratefully acknowledged. Thanks to Stephen Ebbs who carried out the massive literature search necessary to the preparation of this fact sheet. The authors are solely responsible for the papers' contents, although they gratefully acknowledge helpful comments and discussion with numerous colleagues.
|
|---|
For specific comments related to this page, please contact
the Cornell Waste Management
Institute (format and style), or Tom
Richard (technical content).
This page was created on January 15, 1996
This page was last updated October 2000